
Vertical integration
Separation and Alloy plants leverage infrastructure, logistics, workforce.
Virginia Tech
Dy oxide: 148 tonnes
Tb oxide: 25 tonnes
NdPr oxide: 1,131 tonnes
After-tax NPV
US$470M
After-tax IRR
25.2% payback period 3.3yrs
Aclara’s vertically integrated mine-to-alloys business model is designed to optimize value, reduce risk, and strengthen supply chain resilience. By maintaining control across the value chain, the Company is building a fully traceable heavy rare earth supply chain that delivers reliable, high-quality products while meeting high environmental and social standards.
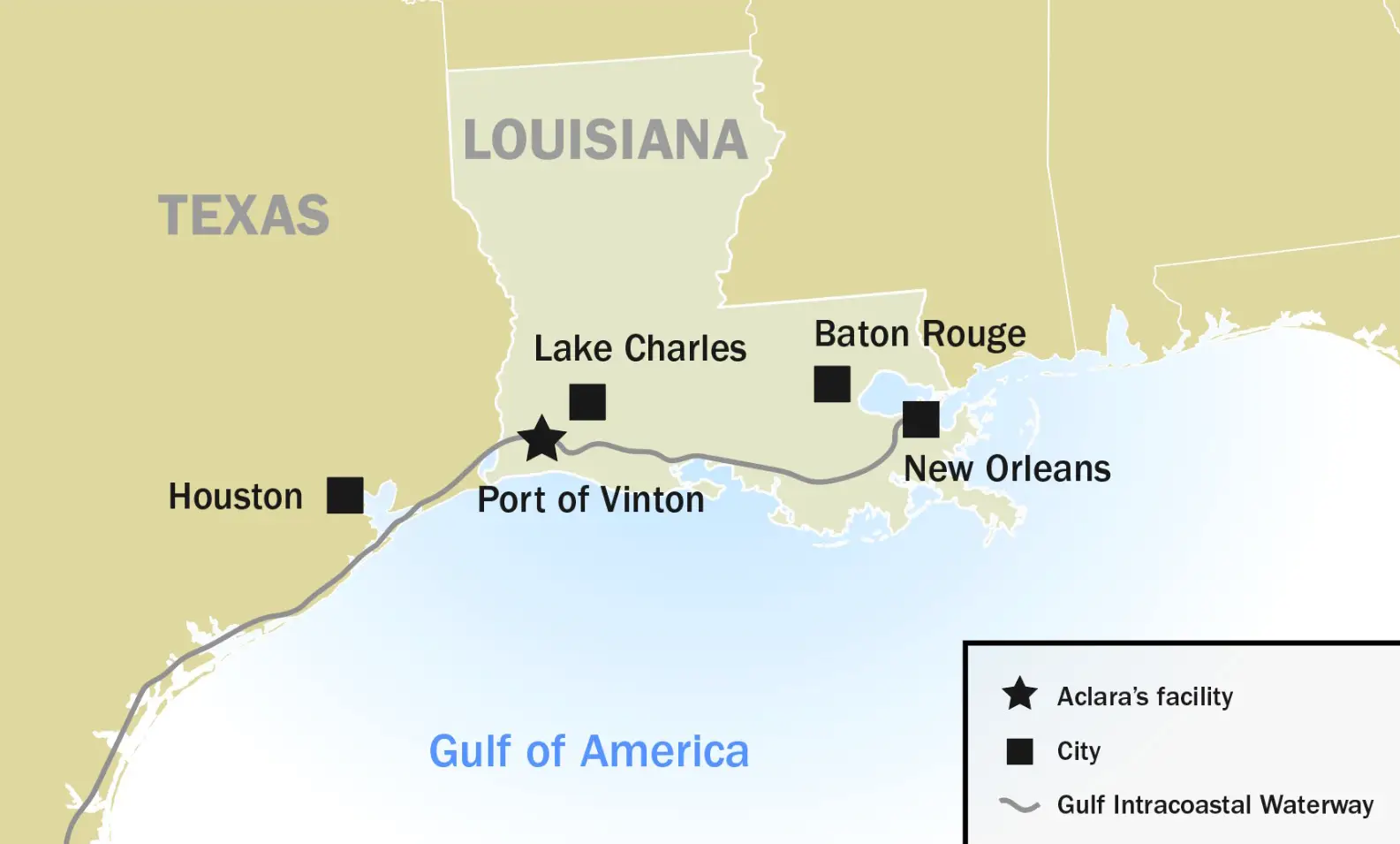
Aclara's facility in Louisiana will be the first of its kind in the U.S. with a secure ionic clay feed, sourced from Aclara’s Carina Project in Brazil. (Read the press release here).
The Project is scheduled for completion in 2027 and provided the achievement of full production, Aclara anticipates being able to supply more than 75% of the U.S. requirements of DyTb for electric vehicles by 2028. The separation technology being developed by Aclara is designed with scalability in mind, allowing potential capacity expansion to process material from other ionic clay deposits or compatible feedstocks in the future.


Project Development
• US$277M investment to develop the Project on an 82-acre Louisiana Economic Development (LED) certified site at the Port of Vinton.
• Direct road and waterway access via the Gulf Intracoastal Waterway and proximity to chlor-alkali facilities, with the LED Certified designation allowing for immediate industrial development and fast-track construction.
• Additional investment planned to construct a metals and alloys plant on the property, to support the high-performance permanent magnet industry.
This project aims to be breaking ground in H2 2026.
Path to Production
• Q3 2026: complete basic engineering
• Q4 2026: award long-lead equipment and initiate site works and foundations
• Q1 2027- Q1 2028: complete construction
• Q2 2028: conduct pre-commissioning, commissioning, and ramp-up to stable operations

Rare earths separation pilot plant at the Virginia Tech Corporate Research Center in Blacksburg, Virginia:
• Technology Validation & Optimization: The facility is validating and optimizing Aclara’s proprietary separation technology using high-purity mixed rare earth carbonates sourced from the Company’s ionic clay deposit in Brazil.
• Production of Critical Magnet Materials: The pilot plant is designed to produce separated NdPr, Dy, and Tb oxides, essential inputs for permanent magnets used in electric vehicles, robotics, renewable energy, and other advanced technology applications.
• Advancing Commercial Development: Operational data generated at the facility is supporting the engineering, commissioning, and optimization of Aclara’s planned commercial-scale separation facility in Louisiana, with first production of NdPr expected in H1 2026 and Dy/Tb expected in H2 2026.
.jpeg)
Partnership to develop an artificial intelligence–enabled digital twin for Aclara’s heavy rare earth separation proces for advanced process simulation, optimization, and predictive control of heavy rare earth solvent extraction operations.
The key goals of this collaboration are:
• To improve operational efficiency and recovery rates through advanced model-based control
• Accelerate ramp-up timelines by reducing uncertainty during the transition from pilot to industrial scale
• Increase process resilience by enabling rapid adaptation to variations in feed composition and operating conditions
Rare earth oxides into magnet-grade materials
Co-located with Project Dynamo in Louisiana, United States, leveraging existing site infrastructure
FeDy metals: 154 tonnes
Tb metal: 19 tonnes
NdPr metal: 811 tonnes
NdFeB metal: 2,681 tonnes
After-tax NPV
US$203M
After-tax IRR
25%, payback period 3.7 years

• Joint Venture (50% Aclara / 50% CAP)
• Team in place supported by metallurgists from CAP S.A.
• Metals and alloys tailored to meet specifications from permanent magnets manufacturers
• Operating data will feed into the Feasibility Study and enable development of a digital twin to optimize performance, with a potential second phase evaluating Dy oxide integration to produce FeDy alloys.
• Real time neural-network-based digital twin to be trained with demo plant data, expected to improve operations stability and lower emissions

Activities
• Production flowsheet designed
• Scoping study completed
• FEL 2 engineering completed
• FEL 3 engineering targeted for Q4 2026
Upcoming milestones:
• Completion of the feasibility study technical report (Q4 2026)
• Implementation, commissioning, and operation of a demonstration plant to produce rare earth metals and alloys using molten salt electrolysis technology (Q2–Q3 2026)

Aclara is building a vertically integrated heavy rare earth supply chain, with ionic clay deposits in Brazil and Chile and a dedicated separation facility in the U.S.
.svg)



